Special Feature Decarbonizing Factories – Part 1 Industrial Heat
Toward Zero CO2 Emissions from Thermal Processes
Until recently, efforts to reduce CO2 emissions were largely driven by high-emission industries such as power generation. Today, the focus is shifting toward the industrial sector, which accounts for more than one-third of total emissions. Within this sector, factories—major sources of CO2 emissions—are increasingly expected to move toward carbon neutrality.
One way to move factories toward carbon neutrality is to use electricity generated from renewable energy sources. However, it is not easy to meet all factory energy needs with electricity alone. Electrifying thermal processes that generate large amounts of high-temperature heat in a short time—such as industrial furnaces and boilers used in forging and casting, metal heat treatment, plating and coating, ceramics production, aluminum production, and food and beverage manufacturing—would require enormous capital investment.
Fully electrifying all thermal processes is not realistic. At the same time, continuing to rely on fossil fuel–based energy for thermal processes would make it difficult for Japan to achieve its goal of carbon neutrality by 2050.
When electrification using renewable energy is not feasible, there are two main pathways to carbon-neutral thermal processes. One is to switch to processes that do not emit CO2 in the first place. The other is to continue using conventional thermal processes while combining them with other measures to achieve overall carbon neutrality.
Both approaches face many challenges in shifting away from conventional methods that rely on fossil fuels. Through its Green Innovation (GI) Fund Projects, NEDO is promoting technology development to support manufacturing facilities in moving toward carbon neutrality, particularly in thermal processes. The goal is to provide solutions for facilities that are difficult to decarbonize, so-called hard-to-abate sectors, such as the steel, chemicals, cement, and pulp and paper industries.
The initiative consists of four projects that fall into two main approaches. One involves introducing fuels that do not emit CO2 during combustion, including Decarbonization of Thermal Processes in Manufacturing and Hydrogen Production by Water Electrolysis Using Renewable Energy–Derived Electricity. The other involves capturing and utilizing CO2 while continuing conventional processes, including CO2 Separation and Capture Technology Development and Fuel Production Using CO2 and Other Resources.
This special feature, presented in two parts, introduces how these projects address the challenges faced by manufacturing facilities and what benefits they are expected to bring.
Switching Fuels to Hydrogen and Ammonia for Industrial Furnaces
One effective way to avoid CO2 emissions from thermal processes is to use fuels that do not emit CO2 when burned. Hydrogen and ammonia are attracting attention as alternative fuels. Since neither contains carbon, they do not emit CO2 during combustion.
The Decarbonization of Thermal Processes in Manufacturing project under the GI Fund focuses on switching the fuels used in industrial furnaces for metal parts manufacturing at factories across Japan. The metal parts industry supports a wide range of sectors, including automobiles, industrial machinery, and information and communications, and plays a key role in the midstream of the manufacturing supply chain.
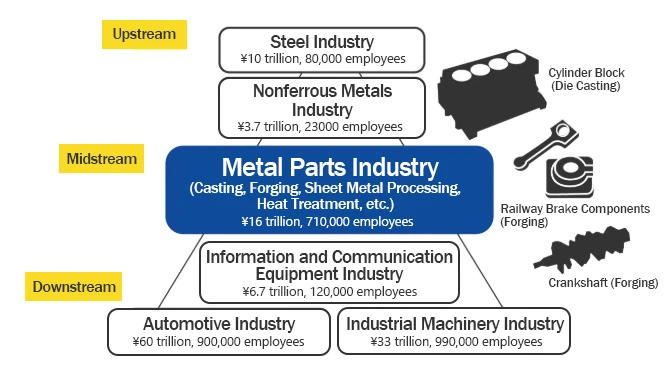
The metal parts industry targeted by the project is a core part of Japan’s manufacturing sector, with domestic shipments of approximately ¥16 trillion and about 710,000 employees.
Source: Ministry of Economy, Trade and Industry (METI), Industrial Structure Council, Green Innovation Project Subcommittee, Industrial Structure Transformation Working Group, Material No. 3, Directions for R&D and Social Implementation for the “Decarbonization of Thermal Processes in Manufacturing” Project
Japan has approximately 37,000 industrial furnaces, which emit about 150 million tons of CO2, accounting for 13.5% of the country’s total emissions. These figures highlight the urgent need to reduce CO2 emissions from industrial furnaces.1
- 1 Report on the Survey of Energy-Saving Technologies for Industrial Furnaces, FY2014 Project for Establishing Infrastructure to Promote Rational Use of Energy.
Hydrogen and ammonia are technically feasible for use as fuels. However, several requirements must be met in order to operate industrial furnaces on a daily basis.

Tetsuya Hirata, Project Manager and Director, Thermal Process Section, Circular Economy Department, NEDO
“One key requirement is maintaining product quality,” says Tetsuya Hirata, Project Manager and Director of the Thermal Process Section, Circular Economy Department at NEDO. “During heat treatment, hydrogen embrittlement, which can make metal products more prone to cracking, and nitriding, which hardens surfaces due to nitrogen, must be prevented. Another requirement is the ability to meet the various conditions required in thermal processes. Because temperature histories and temperature distribution vary depending on the product, the system must be able to respond flexibly to these conditions. Safe operation is also essential, including preventing fires and explosions and ensuring a safe working environment for employees.” Other requirements include meeting environmental standards for exhaust gas, maintaining equipment life comparable to conventional systems, and keeping equipment costs from rising significantly.
Among these requirements, particular attention must be paid to preventing quality deterioration caused by hydrogen embrittlement and nitriding. Because the fuels themselves contain hydrogen and nitrogen, fundamental countermeasures are required rather than simple operational adjustments. The impact on downstream processes such as rolling, forging, and casting must also be carefully evaluated. In addition, furnaces and related equipment must be operated in a way that prevents hydrogen embrittlement and nitriding from affecting the equipment itself.
At present, the project is primarily focused on developing common foundational technologies by studying combustion behavior, evaluating the impact on product quality, and assessing the integrity of industrial furnace components. Combustion conditions are being analyzed and refined through modeling and simulation. Establishing these simulation technologies is expected to enable the future use of digital twins to optimize combustion conditions and support stable furnace operation.
Regarding the impact on product quality and the integrity of industrial furnace components, Hirata explains, “We are evaluating the effects not only of the fuels themselves but also of gases generated during combustion on products and furnace components, including analysis of internal structures.” As mentioned earlier, using hydrogen or ammonia as fuel may also affect industrial furnace components. The project is therefore conducting comprehensive verification, covering even detailed development items such as insulation materials.
In addition to developing these foundational technologies, demonstration furnaces will be installed at user company sites starting in fiscal year 2026, and medium-scale demonstration tests will begin. In these demonstrations, the project will verify not only product quality and equipment durability but also whether each company’s proprietary heat treatment recipes remain valid after the fuel conversion.
The goal of the project is to establish the conditions by fiscal year 2031 for safely replacing fossil fuels used in industrial furnaces with hydrogen or ammonia. If this system becomes widely adopted, it is expected to accelerate the development of hydrogen and ammonia supply chains.
The project has also revealed new challenges. Hirata explains, “There are many infrastructure and regulatory issues that need to be addressed, including securing space for hydrogen and ammonia storage tanks, planning logistics such as tanker truck transportation, and seeking the relaxation of strict regulations for high-pressure gas facilities.” The GI Fund Projects will continue to support social implementation while addressing these challenges.
Scaling Up Water Electrolysis Technologies for a Hydrogen Society
Hydrogen contributes to carbon neutrality across a wide range of applications. Its use extends beyond heat applications in industrial furnaces to include power generation using hydrogen-fueled gas turbines and storing surplus renewable energy as hydrogen.
To realize a hydrogen society, it is necessary to scale up supply infrastructure to lower costs while simultaneously building demand for hydrogen. Creating demand requires the development of social implementation models. One such model involves producing hydrogen using water electrolysis systems for on-site consumption and local hydrogen utilization.
One of the GI Fund Projects, Hydrogen Production through Water Electrolysis Using Power from Renewables, aims to reduce the cost of hydrogen production using water electrolysis systems to a level suitable for practical deployment, while also establishing a domestic hydrogen production base and expanding into overseas markets.2
- 2 Water electrolysis technologies include several types, such as alkaline electrolysis, polymer electrolyte membrane (PEM) electrolysis, and solid oxide electrolysis cell (SOEC). The project aims to develop technologies that enable equipment costs of ¥52,000 per kW or less for alkaline systems, ¥65,000 per kW or less for PEM systems, and ¥68,000 per kW or less for SOEC systems.
The project is not limited to hydrogen production using water electrolysis systems. It is also promoting the development of a “Power-to-X” system that enables efficient energy use across the entire value chain, from utilizing surplus renewable electricity during hydrogen production to using the resulting hydrogen in chemical and thermal processes.
Demonstration projects aimed at large-scale deployment are currently underway. Looking ahead, Takanori Kugimiya, Project Manager and Director of the GI Hydrogen Section, Applied Technology Unit, Hydrogen and Ammonia Department at NEDO, explains, “In the future, as the equipment becomes more widely deployed and initial costs decline, we expect adoption to expand to small and medium-sized factories.”

Takanori Kugimiya, Project Manager and Director, GI Hydrogen Section, Applied Technology Unit, Hydrogen and Ammonia Department, NEDO
Currently, there are two main demonstration sites.
One of them, the “Green Hydrogen Park -Hakushu-,” is located next to the Suntory Minami Alps Hakushu Water Plant and the Hakushu Distillery in Hokuto City, Yamanashi Prefecture. Japan’s largest PEM-type hydrogen production facility has been installed there, with a capacity of 16 MW and the ability to produce up to 2,200 tons of hydrogen per year using locally generated renewable energy.
The hydrogen is being used to replace part of the LNG fuel used in boilers for the production process of Suntory Tennensui. The PEM hydrogen production facility achieves a total capacity of 16 MW by combining a 6 MW electrolysis system and a 10 MW electrolysis system.
Rather than enlarging individual modules, the system is designed by connecting multiple standardized modules, a configuration chosen for overall efficiency and practicality.
“If modules are made too large, transporting them from the manufacturing plant to the installation site becomes difficult, and maintaining manufacturing precision also becomes more challenging,” says Kugimiya. “We therefore determined an overall optimal module size that is easy to manufacture in terms of both cost and performance, and adopted a configuration in which these modules are connected.”
Looking ahead, the project aims to realize a 100 MW-class system by 2030.
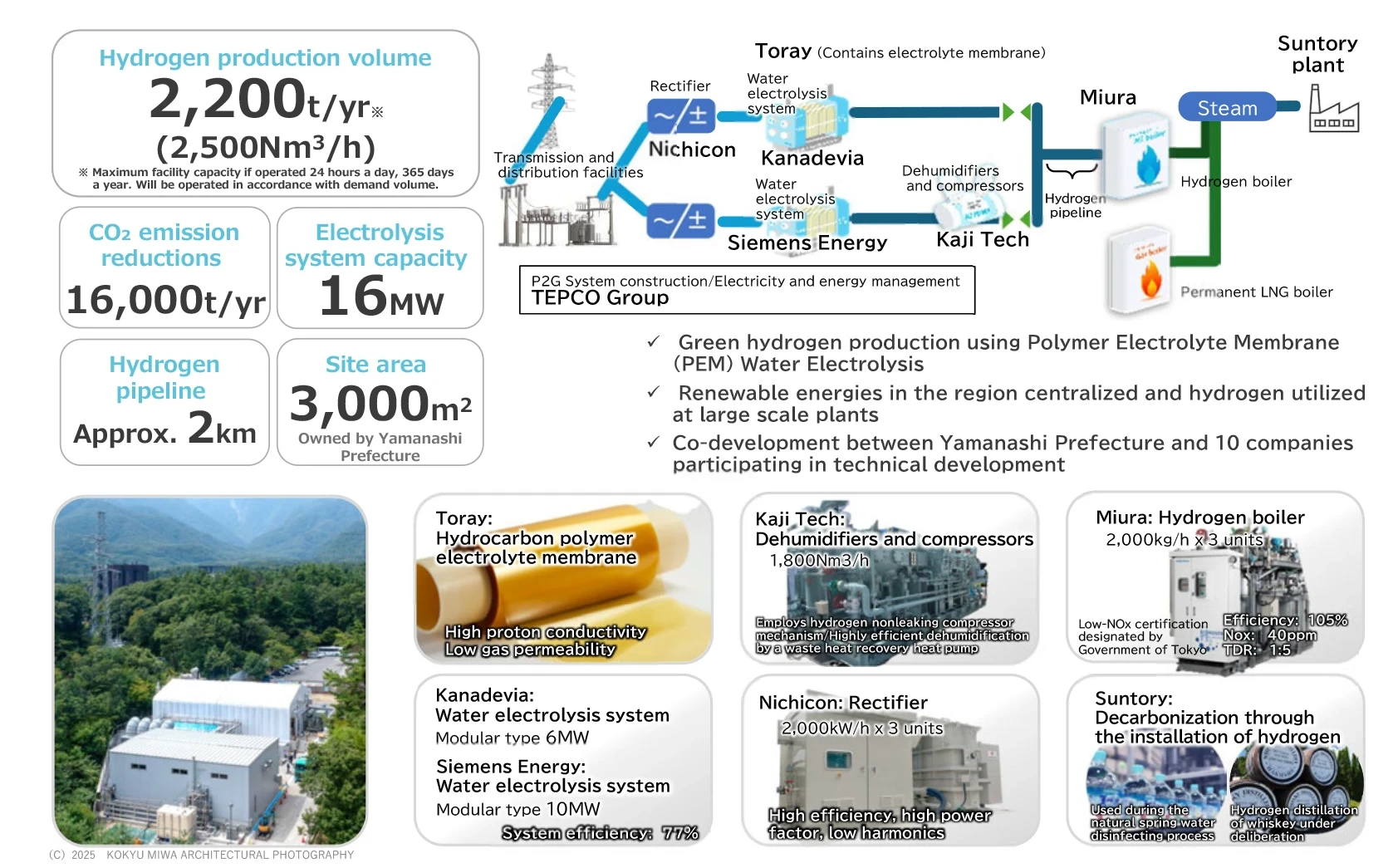
Configuration of the PEM Water Electrolysis Demonstration System in Yamanashi Prefecture
Source: Yamanashi Prefecture press release materials
The other site is located within the Fukushima Hydrogen Energy Research Field in Namie Town, Fukushima Prefecture. There, a demonstration project is underway to synthesize green ammonia using hydrogen produced by Japan’s largest alkaline water electrolysis system, with a maximum output of 10 MW. The project is working to establish integrated control technologies that coordinate the operating conditions of the water electrolysis system with hydrogen demand from the ammonia plant.
In parallel, research and development are being conducted at another site in Kawasaki City, Kanagawa Prefecture, focusing on optimal control of multiple modules, load-following and fluctuation response testing, and the durability of various components.
Many corporate partners are participating in these development efforts. In the PEM demonstration project, the Yamanashi Prefectural Government Enterprise Bureau is working with ten participating companies, including Suntory. In the alkaline demonstration project, Asahi Kasei and JGC Holdings are collaborating to advance the project.
Implementing and operating water electrolysis systems requires a wide range of technologies and expertise, including energy management systems (EMS) to respond to fluctuations in renewable energy, rectifier equipment, hydrogen drying processes, and hydrogen utilization technologies.
“What’s important is having the technologies in place to produce and use hydrogen,” says Kugimiya. “For many potential users, it’s difficult to set up and operate water electrolysis systems on their own, so if packaged solutions are available, more companies will be willing to adopt the technology. In addition, if government support programs are expanded, we expect more users will move forward with adoption.”
As practical deployment progresses, costs are expected to decline through economies of scale and other factors, and adoption may expand from large-scale factories to smaller facilities. As hydrogen use may become unavoidable in the future, the project is working to establish the technology as early as possible.
In Special Feature “Decarbonizing Factories – Part 1: Industrial Heat,” we explored technologies for carbon-neutral industrial heat processes that produce no CO2 emissions and introduced related GI Fund projects. In Part 2, we will examine approaches that combine multiple methods to achieve carbon neutrality, even in processes where emissions cannot be completely eliminated.