工場特集【第1回】熱プロセスからのCO2排出をゼロに

様々な活動から排出されるCO2を削減する取り組みは、これまで主に電力など排出量が多い業界が先導していました。その動きが近年では排出量の1/3以上を占める産業部門にも及んでいます。産業部門の中でも多くのCO2の排出元である工場は、カーボンニュートラル化への対応が求められています。
工場のカーボンニュートラルを進めるための手段の1つは、エネルギーとして再生可能エネルギー由来の電力を利用することです。しかし、工場のエネルギーをすべて電力で賄うのは容易ではありません。特に鍛造・鋳造や金属熱処理、めっき・塗装、セラミックス製造、アルミ製造、食品・飲料製造などに使用される工業炉やボイラーなど高温かつ大容量の熱を短時間で作る熱プロセスの工程を電化しようとすると、設備投資が膨大になります。
すべての熱プロセスを電化へ転換することは、現実的ではありません。一方で、従来通りに熱プロセスに化石燃料由来のエネルギーを使い続ければ、日本政府が目標として掲げる「2050年のカーボンニュートラル化」の達成が困難となります。
再エネによる電化が難しい場合、熱プロセスをカーボンニュートラル化する方向性は大きく2つあります。1つはそもそも熱プロセスからCO2を排出しない方式に転換すること。もう1つは従来通りの熱プロセスを利用してCO2は排出しつつも、他の手段と組み合わせて実質的にカーボンニュートラルにすることです。
いずれも、化石燃料に依存した従来方式からの転換には多くの課題があります。NEDOのグリーンイノベーション(GI)基金事業では、こうした工場、特に熱プロセスのカーボンニュートラル化を行う技術開発を進め、Hard-to-Abate Sector(CO2排出削減が困難な産業;鉄鋼、化学、セメント、紙パルプ等)と同様に解決が困難な工場への提示につなげることを目指しています。具体的には、燃焼時にCO2を出さない燃料の適用を目指す「製造分野における熱プロセスの脱炭素化」「再エネ等由来の電力を活用した水電解による水素製造」、そして排出したCO2を他の手段と組み合わせてカーボンニュートラル化を目指す「CO2の分離回収等技術開発」「CO2等を用いた燃料製造技術開発」の4つのプロジェクトです。これらが、工場のどのような課題を解決し、どのようなメリットをもたらすのかなどを、前半と後半の2回に分けて紹介します。
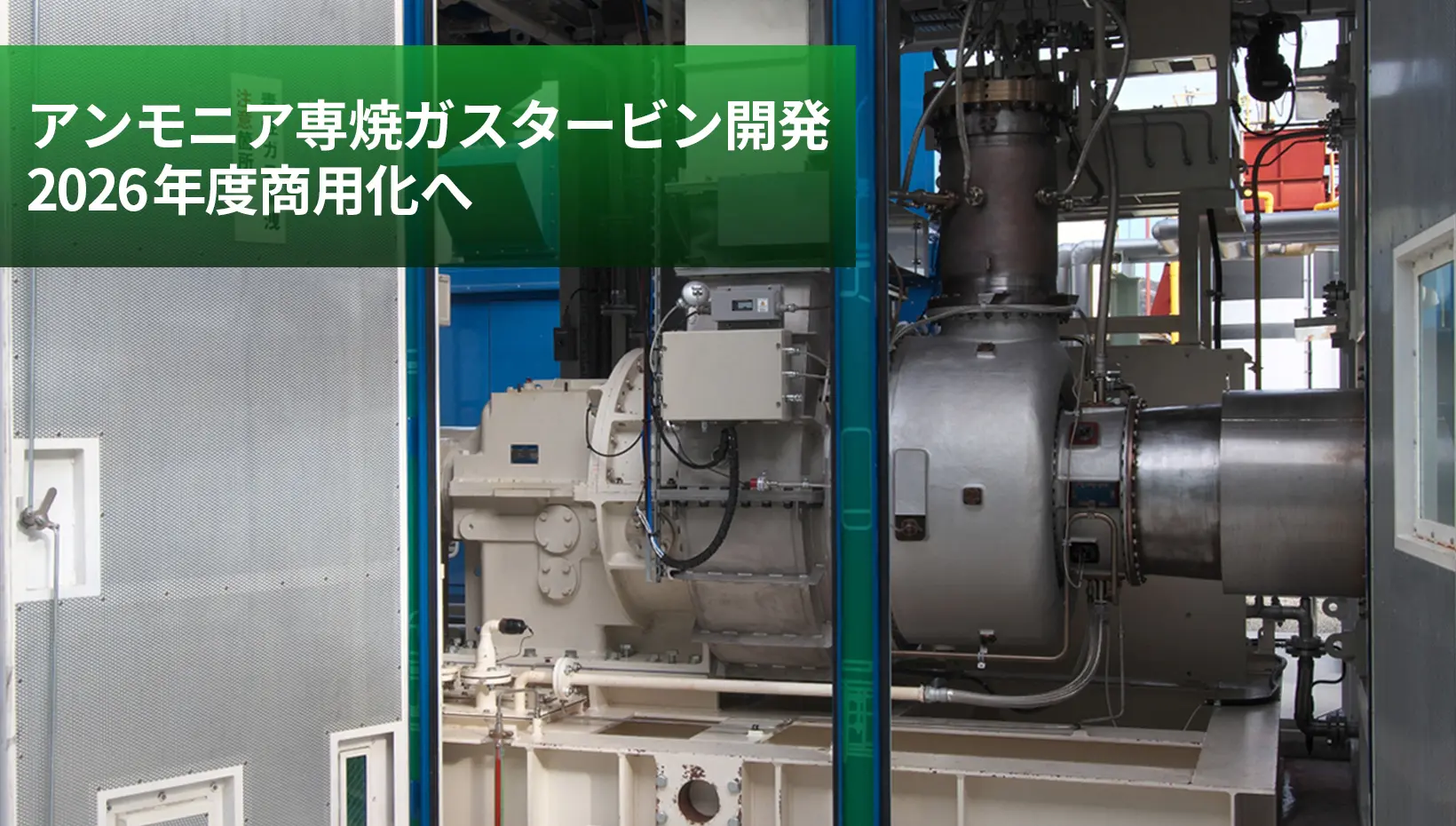
工業炉の燃料を水素・アンモニアに転換
熱プロセスでCO2を出さないためには、燃焼してもCO2を排出しない燃料を使う方法が有効です。代替燃料として期待されているのが水素、そしてアンモニアです。両者は、いずれも炭素を含まないため、燃焼時にCO2を排出しません。
GI基金事業の「製造分野における熱プロセスの脱炭素化」プロジェクトは、日本の工場に数多くある金属部品向け工業炉の燃料転換を実施する取り組みです。金属部品関連産業は自動車、産業機械、情報通信など幅広い産業を支えており、産業構造の「川中」部分を占めています。

プロジェクトがターゲットとする金属部品関連産業は、国内総出荷額が約16兆円、従業員が約71万人と日本の製造業の骨幹を支えている
第13回 産業構造審議会 グリーンイノベーションプロジェクト部会 産業構造転換分野ワーキンググループ 資料3「製造分野における熱プロセスの脱炭素化」プロジェクトに関する研究開発・社会実装の方向性
工業炉は日本全体で約3.7万基あり、それらから排出されるCO2の量は1.5億トンと、日本の排出量全体の13.5%を占めます。この数字からもわかるように、工業炉から排出されるCO2削減への対応が早急に求められます。(出典)平成26年度エネルギー使用合理化促進基盤整備事業(工業炉等における省エネルギー技術に関する実態調査)報告書
水素やアンモニアを燃料に利用することは技術的に可能です。ただし、工業炉を日々稼働させるためには、いくつかの要件があり、それらを満たさなくてはなりません。
「要件の1つは、製品品質の確保です。熱処理によって、金属製品に水素が入り込み割れやすくなる水素脆化(ぜいか)や表面が窒素で硬く変質する窒化などが起きることは、防がなくてはなりません。もう1つは熱プロセスに求められる様々な条件設定が実現できることです。熱処理の温度履歴や温度分布は製品ごとに異なるため、それぞれの条件に柔軟に追従できることが求められます。また安全に運用できることも必要です。火災や爆発を起こさないようにすることはもちろん、働く従業員が安心して作業できる環境でなくてはなりません」と、NEDOサーキュラーエコノミー部熱プロセスチーム主幹の平田プロジェクトマネージャーは重要な要件について挙げます。その他にも、排ガスの環境基準を満たすこと、設備寿命が従来並みを維持すること、設備コストが大幅に上がらないことなども、要件に加わります。

NEDOの平田哲也プロジェクトマネージャー(サーキュラーエコノミー部熱プロセスチーム主幹)
上記の要件の中でも、特に水素脆化や窒化による品質の低下に対しては、厳密な対応が求められます。そもそも影響を及ぼす元となる水素や窒素を含む燃料を利用するため、根本的な対策が必要となります。加えて、圧延・鍛造・鋳造など後工程への影響も解明する必要があると共に、処理を行う設備に対しても水素脆化や窒化の影響がないように運転しないといけません。
プロジェクトでは現在、燃焼挙動の解明や製品品質への影響、工業炉の構成部材の健全性評価など、共通基盤技術の開発が中心となっています。燃焼状況の最適化では、燃焼状態のモデル化、シミュレーションで検証を進めています。このようなシミュレーション技術の確立は、将来的にはデジタルツインによって燃焼状態を最適化したうえで運転することが期待されています。
製品品質への影響や工業炉の構成部材の健全性評価では、「燃料だけでなく燃焼により生成されるガス等が製品などへ与える影響について部材の内部まで分析して評価を進めています」と平田プロジェクトマネージャーは語ります。前述したように、水素やアンモニアを燃料として使うと、加熱炉を構成する部材にも影響が生じかねません。プロジェクトにおいては、例えば断熱材料など細かい開発アイテムまでも網羅して検証を進めています。
このような基盤技術を開発するとともに、2026年度からは、ユーザー企業の現場に実証炉を設置し、中規模の実証を開始します。製品品質や設備耐久性に加え、企業が固有で持つ「熱処理レシピ」が燃料転換後も成立するかを確認します。
プロジェクトの目標は、2031年度までに工業炉の燃料を化石燃料から水素やアンモニアに安全に置き換えられる状態を整えることです。この仕組みが広がれば、水素やアンモニアのサプライチェーン構築の加速にもつながるはずです。
一方、プロジェクトを通じて新たな課題も見えてきました。「水素やアンモニアの貯蔵タンクの設置場所の確保、燃料を供給するためのタンクローリーなど導線の検討、高圧ガス設備の厳しい基準の緩和要請など、インフラ面を含めて課題は多くあります」と平田プロジェクトマネージャーは解説します。GI基金事業は、このようなインフラや制度の課題に関しても考慮しながら、社会実装を後押ししていきます。
水素社会を支える水電解技術の大型化と実証
水素はカーボンニュートラルを実現するうえで重要な役割を担います。工業炉での熱利用だけにとどまらず、水素を燃料とするガスタービンによる発電、余剰再生可能エネルギーの水素化による貯蔵など、多様な用途でカーボンニュートラルに寄与します。
水素社会の実現に向けては、供給設備の大型化による供給コストの削減と、大規模な水素需要の創出を同時に行う必要があります。水素需要の創出には社会実装モデルを構築することが必要で、その1つの姿として、水電解装置を活用しての自家消費や周辺での水素利活用を行うモデルがあります。そこでGI基金事業の「再エネ等由来の電力を活用した水電解による水素製造」プロジェクトは、国内での水素製造基盤の確立及び海外市場の獲得に向け、水電解装置による水素製造を社会実装可能な価格に低減することを目指しています*1。
- *1 水電解には、アルカリ溶液を利用するアルカリ型、固体高分子膜を利用するPEM型、固体酸化物を利用するSOEC型など、複数方式があります。プロジェクトでは、アルカリ型で5.2万円/kW以下、PEM型で6.5万円/kW以下、SOEC型で6.8万円/kW以下の設備コストを見通せる技術の実現を目標としています。

NEDOの釘宮貴徳プロジェクトマネージャー(水素・アンモニア部 大規模水素利用ユニットGI水素チーム チーム長)
プロジェクトでは、水電解装置による水素製造だけではなく、水素製造時の余剰再エネ電力の活用から、できた水素の化学品プロセスや熱プロセスなどへの利用まで、一気通貫でエネルギーを無駄なく利用する「Power-to-X」システムの構築も進めています。現在は大規模化を目指した実証を進めていますが、「将来的に設備が普及し、イニシャルコストが安くなれば、中小工場への普及も視野に入ります」と、NEDO水素・アンモニア部 大規模水素利用ユニットGI水素チーム チーム長の釘宮貴徳プロジェクトマネージャーは語ります。
現在、実証拠点は大きく2カ所です。
拠点の1つ、「グリーン水素パーク -白州-」では、山梨県北杜市にあるサントリー天然水 南アルプス白州工場と白州蒸溜所の隣接地に、日本最大となる16MW規模のPEM型水素製造設備を設置し、地域の再エネを使って最大で年間2,200tの水素製造が可能となっています。この水素を利用して、サントリー天然水の製造工程で使用するボイラーの燃料の一部をLNGから水素に置き換えることを進めています。このPEM型水素製造設備は、6MWの連結電解装置と10MWの連結電解装置を組み合わせ、合計16MWを実現しています。
モジュールの巨大化ではなく共通モジュールの多数連結という構成となっているのは、合理性からです。「モジュール自体を大きくし過ぎると製造工場から現場への搬送が大変になり、また製造する際の精度維持にも苦労します。このためコスト的にも性能的にも製造しやすい総合的に最適なサイズを決め、それを連結する方式となっています」と釘宮プロジェクトマネージャーは、連結モジュールの理由について語ります。将来的には2030年に100MW級システムの実現を見据えています。
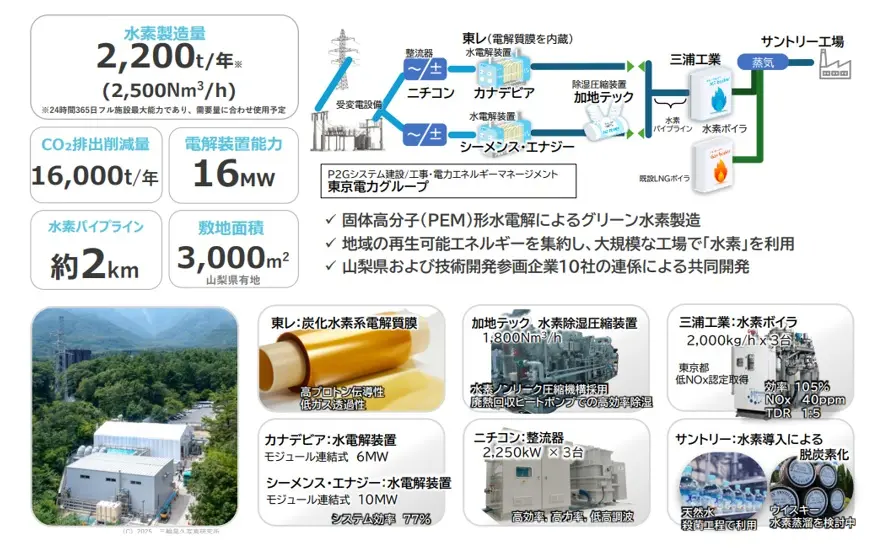
山梨県に構築したPEM型の水電解装置を使用した実証システムの構成
(出典)山梨県のプレスリリースより
拠点のもう1つ、福島県・浪江町の福島水素エネルギー研究フィールド内では、アルカリ型として国内最大(最大出力10MW)の水電解装置で製造される水素を用いてグリーンアンモニアを合成する実証を進めており、水電解の条件とアンモニアプラントの水素需要との調整を連携する統合制御の技術確立に取り組んでいます。あわせて川崎の別拠点では、複数モジュールの最適制御、変動応答試験、各種部材の耐久性といった研究開発も進めています。
これらの開発には、多くの民間企業が参画しています。PEM型の実証においては山梨県企業局とサントリーをはじめとする民間企業10社が協力し、アルカリ型の実証においては旭化成に加え日揮ホールディングスが協力して、プロジェクトを進めています。水電解装置を導入して活用するには、再エネ変動に応じたEMS(エネルギーマネジメントシステム)、整流設備、水素乾燥工程、さらには水素利用技術など、多くの技術やノウハウが必要です。
「水素を製造・利用できる技術が整っていることが大事です。利用者自らが水電解装置を使用する状態を整えることはハードルが高いため、パッケージ技術があれば導入したいと思う企業が現れやすくなります。加えて、国からの支援などが充実すれば、より積極的に導入する利用者が増えるでしょう」と釘宮プロジェクトマネージャーは語ります。社会実装が進めば、量産効果などによってコストの削減も進み、大規模工場から小規模工場へと導入が広がる可能性もあります。将来的に水素利用が不可避となる環境も想定されるなか、プロジェクトは早期の技術確立を急いでいます。
工場特集【第1回】では、多くの工場にある熱プロセスのカーボンニュートラル化の手段として、熱プロセスからCO2を排出しない方式を取り上げ、GI基金事業で関連するプロジェクトについて解説しました。工場特集【第2回】では、CO2は排出しつつも他の手段と組み合わせてカーボンニュートラル化する方式について紹介します。